














| 服务项目 | 浏览量24 | 发布时间2018-08-02 |
| 品牌济宁利兴精密机械制造有限公司 | 所在地山东 济宁 | 起订≥1 件 |
| 供货总量未填 | 发货0天内发货 | 有效期至2025-03-09 |
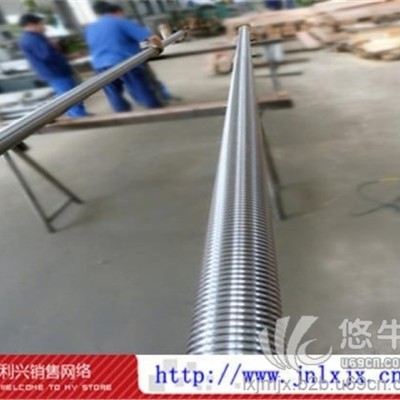
大型加长丝杠是一种用在大型卧式车床上的传动部件,也是机床上的重要部件,如何做到对接丝杠的不留痕迹,一直倍受广机
床企业用户关注。其中大型丝杠的噪音问题就是直接影响到其工作性能因素之一,因此,想方设法地解决噪音问题早已是一个
热点工作。
济宁利兴精密机械制造有限公司不一样的大型丝杠制作工艺,专业才大型丝杆,大螺距丝杠,大型非标丝杠,出口大型丝杠,8级大型梯形丝杠,大型丝杠加工过程,包装过程,发货过程,大型梯形丝杠加工基地山东济宁利兴机械。






当丝杠作为主动体时,螺母就会随丝杠的转动角度按照对应规格的导程转化成直线运动,被动工件可以通过螺母座和螺母连接,从而实现对应的直线运动。
梯形丝杠带螺纹就是丝杆螺纹是梯形螺纹的丝杠,分公英制两种.梯形丝杠具有传动效率高,定位准确等特点.而且承载力大,并具有自锁功能. 梯形螺纹一般用于传动,往往有较高质量要求。在车削完毕后还要进行热处理,然后上专用磨床上去磨。还有一个办法就是铣。有专用的梯形丝杠铣床可以加工。在普通立式数控铣床上,如果配上数控分度头和专用刀具,用上第四轴控制功能也可以铣出来,同理卧式铣床也可以做。不过铣出来还是得继续热处理加磨。不淬火不耐磨,不磨表面质量不高。机床丝杠根据用途及使用要求分为7个等级,即3级,4级,5级,6级,7级,8级,9级,3级精度, 依次逐渐减低.8级精度以上丝杠所配螺母精度允许比丝杠低一个精度等级. 3级,4级,5级,6级精度的丝杠检测螺旋线轴向误差, 7级,8级,9级精度的丝杠检测螺距误差和螺距累积误差。



济宁利兴机械专业生产大型丝杠,加长超重型大型丝杠,没有我们做不了的大型丝杠
车削外螺纹的方法与步骤 (1)准备工作 1)安装螺纹车刀时,车刀的刀尖角等于螺纹牙型角α=60o,其前角γo=0o才能保证工件螺纹的牙型角,否则牙型角将产生误差。只有粗加工时或螺纹精度要求不高时,其前角可取 γo=5o~20o。安装螺纹车刀时刀尖对准工件中心,并用样板对刀,以保证刀尖角的角平分线与工件的轴线相垂直,车出的牙型角才不会偏斜。 图3 螺纹车刀几何角度与用样板对刀 2)按螺纹规格车螺纹外圆,并按所需长度刻出螺纹长度终止线。先将螺纹外径车至尺寸,然后用刀尖在工件上的螺纹终止处刻一条微可见线,以它作为车螺纹的退刀标记。 3)根据工件的螺距P,查机床上的标牌,然后调整进给箱上手柄位置及配换挂轮箱齿轮的齿数以获得所需要的工件螺距。 4)确定主轴转速。初学者应将车床主轴转速调到低速。 (2)车螺纹的方法和步骤 1)确定车螺纹切削深度的起始位置,将中滑板刻度调到零位,开车,使刀尖轻微接触工件表面,然后迅速将中滑板刻度调至零位,以便于进刀记数。 2)试切一条螺旋线并检查螺距。将床鞍摇至离工件端面8~10牙处,横向进刀0.05左右。开车,合上开合螺母,在工件表面车出一条螺旋线,至螺纹终止线处退出车刀,开反车把车刀退到工件右端;停车,用钢尺检查螺距是否正确。如图4a所示。 3)用刻度盘调整背吃刀量,开车切削,如图4d。螺纹的总背吃刀量ap与螺距的关系按经验公式ap≈0.65P,次的背吃刀量约0.1左右。 4)车刀将至终点时,应做好退刀停车准备,先快速退出车刀,然后开反车退出刀架。如图4e。 5)再次横向进刀,继续切削至车出正确的牙型如图4f。 图4 螺纹切削方法与步骤 3. 螺纹车削注意事项 1)注意和消除拖板的“空行程




















